Aktualisiert am: 17.05.2022

Themengebiet
Service Engineering | Systems Engineering
SMED – Optimierung in der Instandhaltung
SMED steht für Single Minute Exchange of Die. Die Methode hat das Ziel Rüstzeiten im Hinblick auf eine höhere Verfügbarkeit zu optimieren.
SMED – Worum geht’s?
Viele Methoden des Instandhaltungsmanagements haben das Ziel die Verfügbarkeit der eingesetzten Produktionsgüter zu erhöhen. Gerade die mit einem Werkzeugwechsel verbundenen Rüstzeiten können bei kleinen Fertigungslosen einen großen Einfluss auf die produktiv nutzbare Zeit der Maschine oder Anlage haben. Nach dem Motto “Zeit ist Geld” wird durch die Implementierung kontinuierlicher Verbesserungsprozesse versucht, die Rüstzeiten fortlaufend zu optimieren.
SMED – Grundlagen
Auch der SMED-Gedanke hat seinen Ursprung im Toyota Produktionssystem. Dem Ideal des One-Piece-Flow folgend, sollen Rüstvorgänge synchron zum übergeordneten Fließtakt des Produktionssystems verlaufen. Neben der Nivellierung des Taktes stellt SMED eine der wesentlichen LEAN-Methoden dar. Folgende Prinzipien werden unter anderem angewendet:
Gesamte Rüstzeit im Blick
Bei der SMED Methode steht aber nicht nur die Zeit für den eigentlichen Werkzeugwechsel oder Umrüstvorgang im Vordergrund. Wichtig ist ein gesamthafter Blick inklusive der Zeiten für das Herunter- und Anfahren der Produktion.
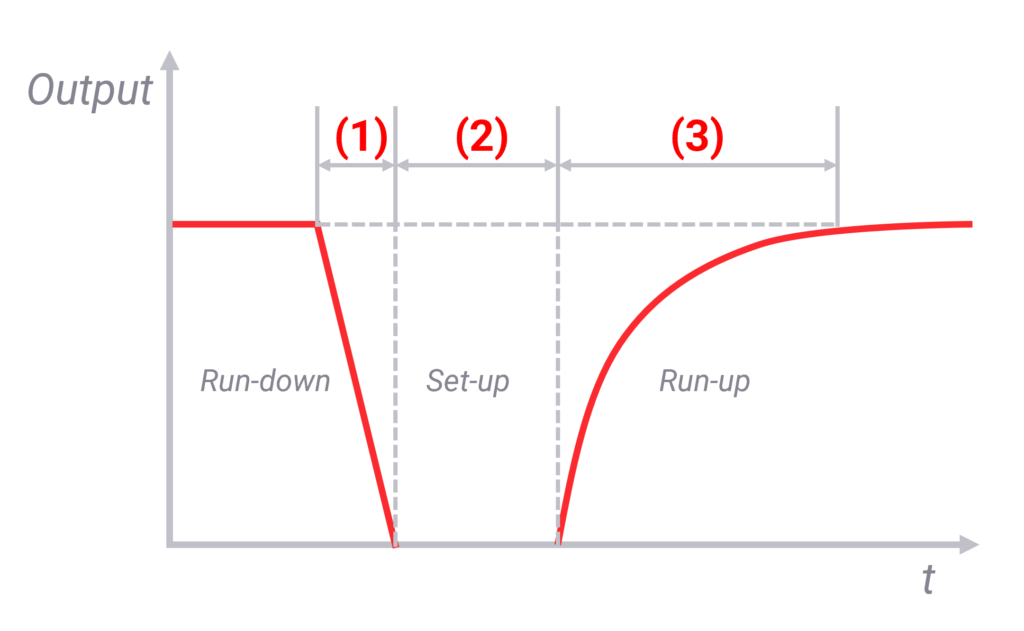
Ein Blick auf das nebenstehende Diagramm macht deutlich warum. Eine reine Fokussierung auf die eigentliche Stillstandzeit lässt außer Acht, dass bereits beim Herunterfahren der Anlage und erst Recht beim Wiederanlauf signifikante Produktionsverluste anfallen.
Im Rahmen der SMED Analyse macht es demzufolge Sinn, die folgenden Zeitbereiche zu unterscheiden.
(1) Run-down: Leistungsreduktion bis zum Stillstand
(2) Set-up: Eigentlicher Rüstvorgang
(3) Run-up: Leistungserhöhung bis zum Zielniveau
Montagegerechte Konstruktion als Treiber der SMED Optimierung
Gerade technologische Anpassungen von Montage- und Fügeprozessen bergen großes Optimierungspotenzial und kleine konstruktive Änderungen können zu einer signifikanten Reduzierung der Rüstzeit führen.
Ablauf SMED Optimierung
Der Ablauf einer SMED-Optimierung ist mit anderen Optimierungsmethoden des Qualitätsmanagements vergleichbar und folgt in gewisser Weise auch dem PDCA-Zyklus, wobei SMED weniger als Projekt sondern vielmehr als kontinuierliche Aufgabe zu verstehen ist. Generell geht es darum, den gesamten Vorgang in einzelne Sequenzen zu zerlegen und an jeder Stelle zu überlegen, wie die benötigte Zeit reduziert oder die Komplexität der Aufgabendurchführung gesenkt werden kann.

Durchführung eines SMED-Optimierungsprojektes
-
Analyse der Ist-Situation
Ausgangspunkt bildet eine detaillierte Beobachtung und Dokumentation des aktuellen Rüstprozesses. Es bietet sich an, den gesamten Rüstvorgang in einzelne Sequenzen aufzuteilen und für jeden Schritt die manuellen Tätigkeiten und die eingesetzten Werkzeuge sowie Hilfsmittel zu erfassen. Das vereinfacht die SMED- Analyse im Nachgang.
-
Welche Schritte und Tätigkeiten könnten Vorfeld oder im Nachgang erfolgen?
Wie bereits erwähnt ist eines der Hauptanliegen der SMED-Methode die Trennung von internen und externen Rüstvorgängen. Welche Schritte können nur bei Stillstand erfolgen (intern) und sind integraler Bestandteil der Rüstoperation? Welche Schritte können zeitlich vor- oder nachgelagert erfolgen (extern)?
-
Standardisierung und Strukturoptimierung
Nicht nur durch Auslagerung einzelner Tätigkeiten lässt sich eine Verkürzung der Rüstzeit erreichen. Ein weiteres zentrales Element von SMED ist die Harmonisierung von Arbeitsläufen. Mit Methoden des Industrial Engineerings können darüber hinaus weitere wertvolle Sekunden eingespart werden.
-
Prüfung technologischer Neuerungen
Sind neue Methoden, Messprinzipien oder Werkzeuge verfügbar? Gerade bei erprobten und eingefahrenen Prozessen lohnt es sich hin und wieder zu prüfen, ob neue Technologien zum Einsatz kommen können.
Beobachten und Messen
In einem ersten Schritt gilt es den Prozessablauf genau zu erfassen und quantitativ zu beschreiben. In dieser Phase bietet es sich an mit Videoaufnahmen der aktuellen Vorgehensweise zu arbeiten. Im Nachgang kann so der Gesamtablauf in einzelne Schritte unterteilt und mit Zeiten versehen werden. Im Idealfall arbeitet das Team wie gewohnt und wird hierbei von zwei bis drei Personen begleitet, von denen eine Person die Videoaufnahmen anfertigt und die anderen Personen den Ablauf beobachten.
In der Nachbereitung der Beobachtungsphase sollten die folgenden Fragen beantwortet werden können:
Separieren
Nach Beobachtung und Erfassung ist jede Arbeitssequenz gesondert zu analysieren und einer Kategorie zuzuordnen.
Konvertieren
In dieser Phase ist nun Kreativität gefragt. Können ausgewählte Tätigkeiten dahingehend umgestaltet werden, dass diese auch vor- oder nachgelagert erfolgen können? Anstatt zum Beispiel Reinigungs- und Anpassungsarbeiten an einzelnen Komponenten unmittelbar durchzuführen, kann das Vorhalten eines Austauschpools in vielen Fällen sinnvoll sein.
Standardisieren und Optimieren
Sollten einzelne Tätigkeiten eine hohe Streubreite in zeitlicher Hinsicht haben, sollte der optimale Ablauf im Team definiert und als SOP festgehalten werden.
Einfache Maßnahmen, schnelle Erfolge
Gerade in den ersten Optimierungsrunden lassen sich durch vergleichbar einfache Maßnahmen, schnell Erfolge erzielen. Aufgrund fehlender Strukturierung in der Vergangenheit haben sich in vielen Fällen zeitaufwendige Workarounds herausgebildet, die schnell identifiziert und abgestellt werden können.
Warten und Suchen
Je geringer der Übungsgrad, desto höher fallen in der Regel unnötige Verweilzeiten. Durch gute Dokumentation, Vorplanung und Schulung von Best Practices können enorme Potenziale freigesetzt werden.
Fehlende oder nicht optimale Werkzeuge und Materialien
Ist das passsende Werkzeug nicht griffbereit oder man weiß gar nicht, dass es ein zweckmäßiges Hilfsmittel gibt, dann wird erst einmal gefrickelt und gewerkelt. Im schlimmsten Fall kommt es sogar zu Beschädigungen.
Fehlende Checklisten
Nicht umsonst sind Checklisten ein prima Optimierungswerkzeug. Sie stellen den ersten Schritt dar, um Vorgänge zu Standardisieren und die Reproduzierbarkeit zu erhöhen. Sofern man es nicht übertreibt, d.h. die Balance zwischen Ausführungszeit und Dokumentationsaufwand gewahrt bleibt, können pragmatische Checklisten auch zu einer Zeitersparnis führen.
SMED in der Instandhaltung
Die Herangehensweise in Bezug auf Rüstzeiten lässt sich natürlich auch auf andere Instandhaltungsvorgänge übertragen. Die SMED-Methode lässt sich auf sämtliche Reparatur- und Wartungstätigkeiten übertragen. Gerade bei wiederkehrenden Vorgängen ist Potenzial aufgrund der Multiplikationswirkung hoch. Inspektionschecklisten und Arbeitsanweisungen im CMMS sollten deshalb übergreifend standardisiert und regelmäßig auf Optimierungspotenziale hin geprüft werden.
Denn die Vorteile wirken sich auf das gesamte Produktionssystem aus:
Häufige Fragen – SMED
Was sind die wesentlichen Erfolgsfaktoren von SMED?
Wichtig ist vor allem die SMED-Methode nicht als ein einmaliges Projekt zu sehen, sondern die praktische Anwendung fest im Arbeitsalltag zu verankern. Noch wichtiger ist allerdings der Team-Gedanke: Die Anwendung der SMED-Prinzipien muss für das gesamte Team Vorteile bringen und darf keinesfalls dazu führen, dass sich Mitarbeiter durch die kontinuierliche Reduktion von Vorgabezeiten zusätzlich gestresst fühlen.
Was ist ein SMED Workshop?
Ein SMED Workshop ist eine interaktive Teamsitzung mit dem Ziel die Rüstzeit eines Fertigungsprozesses zu verkürzen.
Was bedeutet SMED?
SMED steht für Single Minute Exchange of Die und ist eine Methode der Rüstzeitoptimierung.